Featured structural solutions engineered for logistics, cold chain storage, and high-efficiency manufacturing centers.



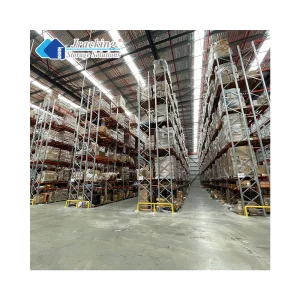
In accordance with Oman Vision 2040, the Sultanate of Oman is transforming into a primary logistics node connecting East-West trade routes. Strategic initiatives targeting the expansion of the Sohar Freezone, the Port of Salalah, and the Duqm Special Economic Zone (SEZAD) have triggered a rapid expansion in regional warehouse logistics. Modern high-density storage platforms, specifically Drive-In Racking Systems, have become critical in satisfying this industrial expansion.
Operating in Oman's hot, humid coastal climate (especially near Salalah and Sohar) demands specialized storage solutions. Industrial racking must feature corrosion resistance, high weight capacities, and adherence to international safety regulations like the Rack Manufacturers Institute (RMI) guidelines and European CE standards. Local warehousing is shifting from standard selective pallet racks to space-optimizing configurations that reduce spatial footprints while maximizing volumetric storage efficiency.
Global procurement teams prioritize structural safety, scalability, and predictable shipping lead times. Buying industrial racking systems requires deep knowledge of steel grades (such as Q355B or structural equivalents) and cold-formed profile optimization. Procurement managers face the challenge of minimizing total cost of ownership (TCO) while ensuring systems comply with regional seismic design standards (Sultanate of Oman construction codes). By sourcing directly from modern industrial manufacturers, distributors and EPC contractors secure competitive pricing alongside engineered solutions designed to survive the rigors of high-throughput industrial operations.
Drive-in systems optimize up to 85% of warehouse space by minimizing forklift access aisles, allowing high-density block storage ideal for Oman's premium industrial zones.
Every system matches European CE and American RMI standards, integrating robust structural calculations to assure safety under maximum load capacities.
Perfect for refrigerated environments in Muscat and Salalah. Minimizing open spaces limits thermal loss, cutting down electricity costs significantly.
Jracking (Guangdong) Storage Co., Ltd. is a professional manufacturer specializing in warehouse racking systems and industrial storage solutions in China. Since its establishment in 2016, the company has been dedicated to designing, manufacturing, and supplying high-quality storage equipment for global customers across various industries.
With a modern manufacturing facility covering 28,600 m², Jracking integrates advanced production equipment, strict quality management systems, and experienced engineering teams to ensure reliable product performance and consistent manufacturing standards. The company offers a comprehensive range of storage products including selective pallet racks, drive-in racking, cantilever racks, mezzanine systems, longspan shelving, steel platforms, and customized warehouse storage solutions.
Backed by over 8 years of export experience and 12 years of industry expertise, Jracking has successfully served customers in North America, Europe, Southeast Asia, Australia, and the Middle East. The company's annual export revenue exceeds USD 18 million, reflecting its strong competitiveness in the international storage equipment market.
Quality remains the core of Jracking's manufacturing philosophy. Every production process is strictly monitored through ISO-compliant quality control procedures, while products undergo load capacity testing, dimensional inspection, welding inspection, coating thickness testing, and final assembly inspection before shipment. The company employs 48 professional quality inspectors to maintain stable product quality and customer satisfaction.
As an OEM & ODM manufacturer, Jracking collaborates with more than 1,150 supply chain partners, enabling efficient sourcing, flexible production scheduling, and fast delivery for global projects. Its primary customers include warehouse equipment distributors, importers, wholesalers, logistics companies, e-commerce fulfillment centers, and industrial project contractors.
Innovation is driven by a dedicated R&D team consisting of 85 experienced engineers, who continuously develop new storage solutions to meet evolving market demands. The company supports customized design, size, color, loading capacity, surface treatment, and warehouse layout solutions according to customer requirements. In the past year alone, Jracking successfully introduced 156 new products to the global market.
Explore our step-by-step technological processes ensuring premium quality steel fabrication from raw materials to final shipment.




































Specialized warehouse options using semi-automated tech for logistics performance, cold store storage, and fast stock rotation.


Fisheries and agribusiness projects in coastal regions like Salalah require robust cold storage systems. Traditional pallet racking leaves excessive aisle space, raising refrigeration costs. Our Drive-In Racking solutions compress footprint layouts, reducing energy expenditure. We apply custom zinc-rich powder coatings or hot-dip galvanizing treatments to protect structural steel against humidity and salt spray.
Industrial complexes supporting oilfield developments need heavy-duty structural steel cantilever racks and dense pallet setups. Standard structural steel beams often struggle under heavy pipes, tubing, and drills. Our customized heavy-duty cantilever racking delivers reliable storage for high-density components, featuring high yield strengths and safety stops that prevent shifting during handling.
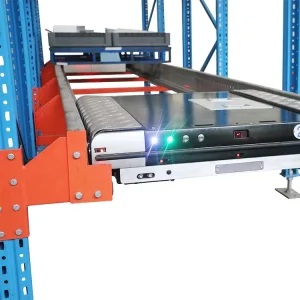
With quick consumer demand across the capital, FMCG suppliers rely on fast warehouse operations. Using high-density pallet racking helps logistics managers organize bulk goods under LIFO (Last-In, First-Out) configurations. Integrated guide rails steer forklifts safely inside entry channels, decreasing collision risks and boosting loading speeds.
Work with our 85-member engineering team to design custom layouts, run load analyses, and receive structural drawings matching your project demands.
Send Inquiry NowExplore our complete catalog of industrial shelving, heavy-duty cantilever systems, and global-certified pallet racks.






Get answers to common design and structural engineering questions from our senior technical support division.
Because forklifts enter the racking structure, these systems are vulnerable to frame collisions. We integrate heavy-duty floor-mounted guide rails, reinforced upright columns, and dual-anchor base plates. Corner and frame protectors are installed at entry lanes to redirect impacts away from key load-bearing posts.
High humidity and coastal salt-spray accelerate corrosion. For humid conditions, we suggest hot-dip galvanized finishes (HDG) conforming to ISO 1461, or a dual-layer epoxy powder coating. These treatments form a long-lasting barrier that resists rust and extends the service life of the storage structures.
Traditional drive-in designs utilize Last-In, First-Out (LIFO) access, requiring forklift entry and exit from the same side. For FIFO operations, a Drive-Through configuration with separate loading and unloading aisles is necessary. This setup is highly effective for high-volume goods with strict expiration profiles.
Our systems are calculated and verified to carry loads up to 1,500 kg per pallet, matching RMI specifications, EN 15512 standards, and FEM 10.2.02 racking codes. Our engineering team prepares project drawings calculating dead, live, and seismic forces to match Omani construction codes.


