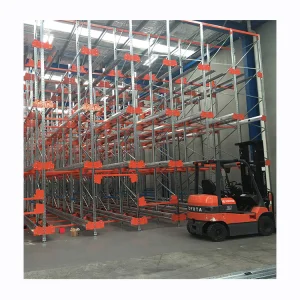
Explore our range of automated, high-density warehouse racking solutions engineered for heavy-duty applications, cold storages, and raw materials.
Fulfilling the complex demands of high-density storage for modern supply chains across the globe.
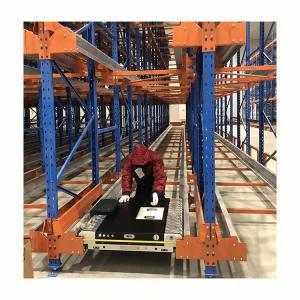
Cold chain facilities require extreme space efficiency due to high thermal operational costs. Our shuttle systems operate flawlessly down to -30°C, increasing storage density by up to 80% compared to traditional selective racking.
For heavy industrial raw materials, including steel and automotive parts, our systems offer robust heavy-duty options supporting load capacities up to 1,500kg per pallet with automated FIFO/FILO sequencing.
We work with over 1,150 supply chain partners worldwide, providing OEM/ODM services, structural design validations, customized coloring, and local building code compliance configurations.
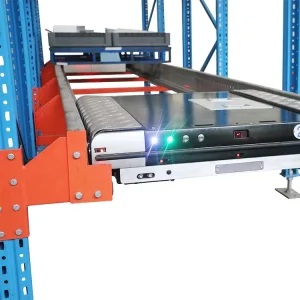
The Radio Shuttle Racking System relies on high-grade components engineered to endure dynamic forces and heavy forklift alignment cycles. We utilize cold-rolled structural steel profiles designed to meet international engineering standards.
| Load Capacity | Up to 1500 kg / pallet |
| Shuttle Travel Speed | Max 1.2 m/s (loaded) |
| Temperature Range | -30°C to +40°C |
| Operational Modes | FIFO (First-In, First-Out) / FILO |
| Control Mechanism | Wireless RF / WMS Integrated |
A trusted global supplier, integrating cutting-edge manufacturing processes to secure the international supply chain.
Jracking (Guangdong) Storage Co., Ltd. is a professional manufacturer specializing in warehouse racking systems and industrial storage solutions in China. Since its establishment in 2016, the company has been dedicated to designing, manufacturing, and supplying high-quality storage equipment for global customers across various industries.
With a modern manufacturing facility covering 28,600 m², Jracking integrates advanced production equipment, strict quality management systems, and experienced engineering teams to ensure reliable product performance and consistent manufacturing standards. The company offers a comprehensive range of storage products including selective pallet racks, drive-in racking, cantilever racks, mezzanine systems, longspan shelving, steel platforms, and customized warehouse storage solutions.
Backed by over 8 years of export experience and 12 years of industry expertise, Jracking has successfully served customers in North America, Europe, Southeast Asia, Australia, and the Middle East. The company's annual export revenue exceeds USD 18 million, reflecting its strong competitiveness in the international storage equipment market.
Quality remains the core of Jracking's manufacturing philosophy. Every production process is strictly monitored through ISO-compliant quality control procedures, while products undergo load capacity testing, dimensional inspection, welding inspection, coating thickness testing, and final assembly inspection before shipment. The company employs 48 professional quality inspectors to maintain stable product quality and customer satisfaction.
As an OEM & ODM manufacturer, Jracking collaborates with more than 1,150 supply chain partners, enabling efficient sourcing, flexible production scheduling, and fast delivery for global projects. The company supports customized design, size, color, loading capacity, surface treatment, and warehouse layout solutions according to customer requirements. In the past year alone, Jracking successfully introduced 156 new products to the global market.
A transparent look inside our modern facility showcasing state-of-the-art automation and machinery.




































Embracing Industry 4.0 paradigms to deliver next-generation logistics storage systems.
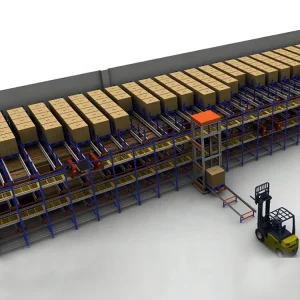
Transitioning from traditional two-way shuttles to intelligent four-way (4D) shuttles. This allow units to navigate both along the racking lanes and crosswise between aisles, reducing the need for costly transfer lifters.
Deploying real-time monitoring sensors inside the shuttle fleet. Facilities can interface our racking systems directly with SAP, Oracle, and proprietary WMS platforms for instant inventory count and predictive repair diagnostics.
Optimizing operational power profiles. The implementation of energy regeneration during deceleration stages and low-consumption standby programs reduces total operational footprint, helping companies achieve carbon-neutral status.
Ensuring only optimal grade structural steel is accepted into our roll forming lines.
Stress testing frame structures under maximum designed load limits to guarantee structural integrity.
Providing durable finish protection to resist abrasion and withstand demanding cold storage environments.
We recognize that warehousing operations demand absolute reliability and compliance. All manufacturing processes are strictly aligned to international building codes to ensure safety of both operations and assets.
Our quality control engineering team works closely with local certification bodies to provide approved designs tailored to specific regions, incorporating seismic calculations, wind loading constraints, and strict fire safety clearances.
Get answers to common queries regarding design, operations, and cost profiles of automated shuttle racking systems.
Engineered for four-way operations, food logistics, and heavy raw material management.