Explore our core collection of heavy-duty pallet racks, high-density shuttle racking systems, and customized industrial shelving certified to global standards.




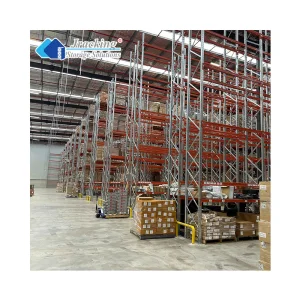
The modern logistics and retail sectors face an unprecedented challenge: maximizing cubic space utilization while accelerating throughput speed. As a premier China wholesale retail shelving manufacturer, we design heavy-duty pallet racking and retail storage solutions that act as the structural backbone for global supply chains, distribution centers, and high-capacity retail hubs.
Whether you require RMI-compliant teardrop racking systems for North American distribution or CE-certified adjustable radio shuttle systems for automated European hubs, our engineering paradigm remains consistent—combining high-yield structural steel with precise rolling profiles to deliver unmatched structural integrity and long-term asset safety.
By leveraging advanced raw material grading (specifically Q355B high-strength structural steel) and robotic welding technology, our products ensure minimal structural deflection under load, facilitating seamless integration with both manual reach trucks and automated storage and retrieval systems (AS/RS).
A globally recognized industrial storage manufacturer providing end-to-end design, production, and verification services.
Jracking (Guangdong) Storage Co., Ltd. is a professional manufacturer specializing in warehouse racking systems and industrial storage solutions in China. Since its establishment in 2016, the company has been dedicated to designing, manufacturing, and supplying high-quality storage equipment for global customers across various industries.
With a modern manufacturing facility covering 28,600 m², Jracking integrates advanced production equipment, strict quality management systems, and experienced engineering teams to ensure reliable product performance and consistent manufacturing standards. The company offers a comprehensive range of storage products including selective pallet racks, drive-in racking, cantilever racks, mezzanine systems, longspan shelving, steel platforms, and customized warehouse storage solutions.
Backed by over 8 years of export experience and 12 years of industry expertise, Jracking has successfully served customers in North America, Europe, Southeast Asia, Australia, and the Middle East. The company's annual export revenue exceeds USD 18 million, reflecting its strong competitiveness in the international storage equipment market.
Quality remains the core of Jracking's manufacturing philosophy. Every production process is strictly monitored through ISO-compliant quality control procedures, while products undergo load capacity testing, dimensional inspection, welding inspection, coating thickness testing, and final assembly inspection before shipment. The company employs 48 professional quality inspectors to maintain stable product quality and customer satisfaction.
As an OEM & ODM manufacturer, Jracking collaborates with more than 1,150 supply chain partners, enabling efficient sourcing, flexible production scheduling, and fast delivery for global projects. Its primary customers include warehouse equipment distributors, importers, wholesalers, logistics companies, e-commerce fulfillment centers, and industrial project contractors.
Innovation is driven by a dedicated R&D team consisting of 85 experienced engineers, who continuously develop new storage solutions to meet evolving market demands. The company supports customized design, size, color, loading capacity, surface treatment, and warehouse layout solutions according to customer requirements. In the past year alone, Jracking successfully introduced 156 new products to the global market.
Committed to quality, innovation, and customer-focused service, Jracking (Guangdong) Storage Co., Ltd. continues to provide reliable warehouse racking systems and efficient storage solutions that help customers maximize warehouse space, improve operational efficiency, and achieve long-term business success.
Step-by-step visual demonstration of our vertically integrated steel roll-forming, welding, and surface treatment capabilities.




































Providing engineered configurations tailored to regional storage requirements, safety regulations, and building codes.
With automated high-density shuttle racking, our cold-chain configurations operate seamlessly down to -30°C. By limiting footprint and increasing vertical efficiency, energy consumption costs are minimized while throughput velocity is sustained.
Tailored ASRS and mini-load configurations compatible with multi-tier mezzanines. Our systems integrate smart software with high-speed automated cranes, dramatically cutting pick times and optimizing order fulfillment pipelines.
Structural steel cantilever racking designed specifically for bulky, long materials like steel bars, pipes, and timber. Customized arms and bracing profiles guarantee compliance with dynamic seismic conditions and high localized load capacities.
Why global distribution partners trust Jracking for volume sourcing and OEM project execution.
By positioning our manufacturing hub in Guangdong, we access premium domestic hot-rolled steel and coil providers instantly, insulating our price framework from wild raw-material spikes and securing consistent batch quality.
Through our dedicated 48 quality inspectors, we trace raw material certificates back to the smelting batch. Post-production inspections cover welding penetration, paint adhesion, and vertical deflection thresholds under extreme loads.
Backed by a design catalog that updates with over 150 new structural iterations annually, our engineering division crafts bespoke retail shelving, platform frames, and high-clearance structures according to exact project metrics.
Integrating robotics and dynamic simulation to transition traditional warehouses into smart fulfillment nodes.
The industry is rapidly shifting away from static racking structures toward dynamic, semi-automated, or fully autonomous storage environments. At Jracking, we are investing significantly in 3D finite element analysis (FEA) and dynamic warehouse modeling to ensure our structural designs seamlessly accommodate automated material handling equipment.
Our ongoing development roadmap prioritizes smart sensor integration within high-load uprights, monitoring live weight distribution and structural changes to prevent failures before they occur. Additionally, our automated shuttle systems are engineered with modular battery tech and IoT telemetry for reliable performance in continuous cold storage facilities.
We are also focused on developing structural configurations that comply with strict sustainability standards. By optimizing roll-forming processes, we reduce steel waste and minimize our energy footprint, helping global partners meet their environmental goals.
Our commitment to ensuring safety and legal compliance across different geographic markets.
Our teardrop frame pallet racks are manufactured in accordance with RMI specification requirements, ensuring compliance with local seismic engineering mandates and structural configurations.
Our automated systems, shuttle platforms, and storage solutions are CE certified, confirming compliance with European safety, health, and environmental guidelines.
Our industrial steel selective racks are built to meet Australian standard AS4084, guaranteeing load stability and safety in demanding logistics environments.
Answers to technical queries regarding materials, custom capabilities, and shipping details.
Bespoke heavy storage systems, cantilever structures, and push-back racking setups for complex logistic profiles.